Strahinja Stojanovic
Strahinja Stojanovic Core quality tools have become one of the foundations for implementation and maintenance of any QMS (Quality Management System) based on IATF 16949. Together with automotive manufacturers, AIAG (Automotive Industry Action Group) developed this set of methodologies and techniques to enhance the effectiveness of the IATF 16949-based QMS, provide high-quality products, produce the required quantities, and deliver on time.
The tools caught the eye of other industries as well, and some of them have since been adopted by aerospace, medical, and other industries. And, if you have any doubts about the importance of these five core quality tools, you should know that even internal auditors are required to be equipped with at least basic knowledge about them.
What are the five core tools?
Requirements for the five core tools are not given in the standard itself, but in supplemental publications by AIAG. Following is a list of the core tools, and their explanations. As you read, you will probably notice that they are ordered in a way that reflects their sequence of use when designing a new product, service, or process:
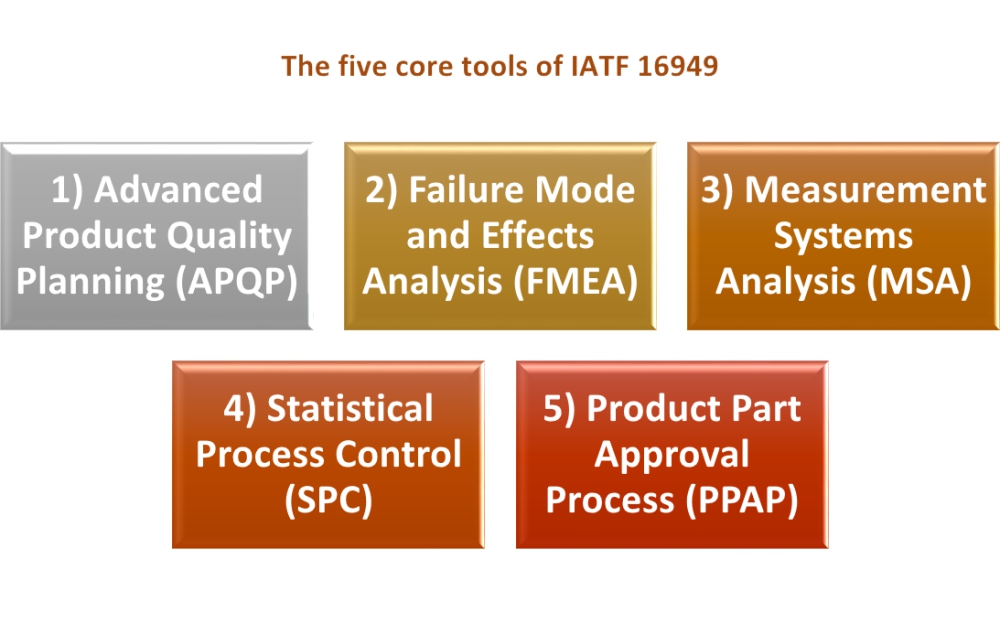
1) Advanced Product Quality Planning (APQP) is a process that enables a manufacturer to demonstrate that he can design and manufacture a product in line with customer requirements. The main objectives of APQP are effective communication, timely completion of the tasks, reduction of quality issues, and minimization of quality-related risks during product launch. The steps in APQP are: pre-planning or input, planning and definition, product design and development, process design and development, product and process validation, and finally, feedback assessment and corrective actions.
2) Failure Mode and Effects Analysis (FMEA) is a method for identification and prioritization of different modes of failure and resulting effects. The risk represents a relationship between modes of failure, their potential effects, and causes of failure. FMEA has proven itself as a valuable risk assessment tool in the production and design process, and some adjustments and variations in the methodology have even been made to better suit particular processes; those FMEA variants are called “design and process FMEA” (DFEMA and PFMEA). The main terms in FMEA are:
- Severity – shows how serious the potential consequences of a particular failure mode are.
- Occurrence – shows the probability of a particular failure mode occurring. It can be based on existing data in the organization, or on the experience or estimates of the people involved in the assessment.
- Detection – shows how easy is to identify the failure mode once it has occurred. For example, flaws in the physical appearance of the product are easy to detect, but some malfunction or defect of a circuit board can manifest after the product is delivered to the customer.
Based on severity, occurrence, and detection, the organization determines a risk priority number (RPN) for each failure mode and defines the priorities for taking action to mitigate risks.
3) Measurement Systems Analysis (MSA) is a collection of many statistical analyses and methods of evaluating variability in the measurement process. It is primarily used to determine the viability of an evaluation or measuring methodology for use on a specific part characteristic. MSA looks at five distinct parameters: bias, linearity, stability, repeatability, and reproducibility, and guidelines for acceptance are “Percent Error to Tolerance” and “Percent Error to Variation.”
4) Statistical Process Control (SPC) is a statistical method applied in quality control, and it is mostly used to monitor and control processes. SPC can be applied to any process where the output can be measured, and its main goal is to produce as many conforming products as possible with minimal waste due to nonconformities. The two main weapons of SPC are normal distribution and control charts.
 Figure: Example of bell curve
Figure: Example of bell curve
Normal distribution is a bell-shaped curve that directly relates to the frequency of occurrence of the characteristic being measured, with most occurrences falling in the middle, and fewer at the higher and lower ends (forming the “bell” shape).
Control charts are the most popular, and arguably the most effective tool of SPC. The purpose of the chart is to indicate trends or patterns that occur in the process and to enable the organization to affect the patterns and decrease waste and nonconformities.
5) Product Part Approval Process (PPAP) is a process of demonstrating that the produced part meets design intent and initial requirements, and that the production process can consistently provide such products. The result of PPAP is a set of documents called the “PPAP package,” which needs to be approved by the supplier and the customer to demonstrate that the client’s requirements are understood, the product meets the requirements, and the production process is capable of providing conforming product.
A PPAP is similar to a work plan or strategy; it is the direct negotiation between the customer and supplier that confirms how each PPAP element is satisfied.
Why use core quality tools?
The aim of the core tools is to provide high-quality products meeting or exceeding customer expectations, produce sustainable volume, and deliver on time. The information gathered for the previous ISO TS 16949 shows that many nonconformities occurred because of poor (or lack of) implementation of core tools. In order to implement IATF 16949, the organization needs to become familiar with the core tools and apply them on a daily basis. This will ensure not only compliance with the standard, but also quality of products and continual improvement.
To implement IATF 16949 easily and efficiently, use our IATF 16949 Documentation Toolkit that provides step-by-step guidance and all documents for full IATF 16949 compliance.