Strahinja Stojanovic
Strahinja Stojanovic Every year we hear news about some big recall in the automotive industry. The main purpose of FMEA (Failure Mode and Effect Analysis) is to help us foresee those failures and take actions to prevent them, although it is not always possible. Results of FMEA provide valuable inputs for many requirements of IATF 16949. How some requirements of the standard will be implemented depends directly on the FMEA results, from product safety, to design and development, to production, to monitoring and measuring, and improvement. FMEA has proven itself very useful in implementation and maintenance of the QMS (Quality Management System) based on IATF 16949, so special attention should be given to adopting and applying it in your QMS.
What is FMEA?
FMEA was one of the first highly structured, systematic methodologies for analysis of failures that occur in design and production processes, and it is one of the core tools in IATF 16949. (For more information, see: What are the five core tools of IATF 16949?) It is also called potential failure mode effect analysis, or failure modes or effect and criticality analysis (FMECA). During the 1950s, reliability engineers developed the methodology to analyze problems in military systems in the U.S., and then it spread to the automotive and aerospace industries. In later years, it also become popular in other industries, such as the medical device industry.
FMEA is a step-by-step approach to identifying all possible failures in a design, a manufacturing or assembly process, or a product or service. “Failure mode” represents ways or modes that some element of the system can fail. Failures can be any kind of defects or errors, particularly ones that affect the customer, and can be potential or actual. “Effect analysis” means studying or analyzing the consequence of the failure.
There are different types of FMEA analysis, with the most common being:
- Functional
- Design
- Process
When to apply it?
There are several cases when it makes sense to perform a Failure Mode and Effects Analysis:
- When a process, product, or service is being designed or redesigned, after quality function deployment.
- When an existing process, product, or service is being applied in a new way.
- Before developing control plans for a new or modified process.
- When improvement goals are planned for an existing process, product, or service.
- When analyzing failures of an existing process, product, or service.
- Periodically throughout the life of the process, product, or service.
Furthermore, it can be beneficial to conduct FMEA from time to time throughout the lifetime of the process. Performing it regularly will ensure quality and reliability, as well as improvement for optimal results.
FMEA procedure
FMEA is performed through the following steps, with key activities at each step. The steps are separated to ensure that only the relevant team members for each step are present, in order to avoid wasting human resources during the analysis. Keep in mind that this is a general procedure. Specific details may vary according to the standards of your organization or industry.
The first step in the application of FMEA is to identify all potential failure modes of various parts of the system. In order to perform this step correctly, you need information about the elements of the system in sufficient detail for meaningful analysis. Information may include drawings or flowcharts of the system being analyzed and its components, or the steps of a process. Historical information on failures can be very useful if available. While identifying all failure modes, you should also determine the level of detection, or how easy it is to detect the failure; for example, leakage of the underground tank can be very hard to detect.
The next step is to determine the severity of consequences caused by the failure mode. This step requires full understanding of the system or process being analyzed, or engagement of people with sufficient knowledge about it. The effect of the failure mode should be expressed though the severity level.
The third step is to determine the cause of each failure mode. For each component or activity identified, you need to determine how each part could conceivably fail, and what mechanisms might produce these modes of failure. Just like in determining the cause of a nonconformity, you need to discover the root cause of each failure mode. Depending on the probability of this root cause occurring, you need to define the occurrence level.
Once you have identified failure modes, their severity, and occurrence levels, you can multiply them and discover the risk priority number, or RPN. The risk priority number is a semi-quantitative measure used most often in quality assurance applications. Depending on the scale for acceptance of risk levels, your risk will be either acceptable or unacceptable. All unacceptable risks must be mitigated and decreased to acceptable levels. Mitigation is usually conducted through corrective actions. At the end of the analysis, you will create a documented report that contains details of the system that was analyzed, the way the analysis was carried out, assumptions made during the analysis, sources of data, and the results, including the completed worksheets.
Once the actions are carried out, there should be follow-up to ensure that the actions were effective, which can be done by reassessing the whole system with FMEA.
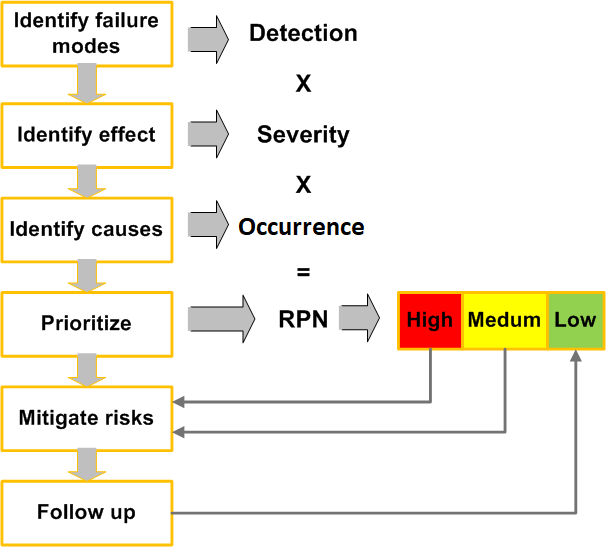 Figure: Workflow for FMEA
Figure: Workflow for FMEA
Pros and cons
FMEA is widely applicable to human, equipment, and system failure modes, as well as hardware, software, and procedures. It can help you to avoid the need for costly equipment modification by identifying problems during the design phase, identifying single point of failure modes and requirements for redundancy or safety systems, and providing input to the development monitoring programs by highlighting key features to be monitored.
The problem is, it can only be used to identify single failure modes, not combinations of failure modes. Unless adequately controlled and focused, the studies can be time-consuming and costly. It can also be tedious for complex, multi-layered systems.
To implement IATF 16949 easily and efficiently, use our IATF 16949 Documentation Toolkit that provides step-by-step guidance and all documents for full IATF 16949 compliance.